 Co., Ltd.")

















SLM-Metall-3D-Drucktechnologie: Probleme und Lösungen beim Laserscannen
Unter verschiedenen Arten von Laserscanning-Technologien ist das Galvanometer-Laserscanning ein weit verbreitetes Laserscanning-Verfahren. Es hat die Vorteile von hoher Geschwindigkeit, hoher Präzision, stabiler Leistung usw., aber es hat das Problem eines Fokussierungsfehlers, dass der Fokus des Spots nicht auf der Verarbeitungsoberfläche liegt. Darüber hinaus weist das Galvanometer-Laserscannen eine lineare Verzerrung und eine nichtlineare Verzerrung der Scangrafiken auf, insbesondere wenn der Scanbereich groß ist, was die Grafikgenauigkeit und die Verarbeitungsqualität des Laserscannings ernsthaft beeinträchtigt.
Nadelkissenverzerrung - die Lösung::
Da die erzeugte Verzerrung in X- und Y-Richtung nicht gleich ist, kann sie mit der Methode herkömmlicher Linsen nicht korrigiert werden. Die Methode der Verzerrungsformelsoftware kann verwendet werden, um die Adresszuordnungsbeziehung zwischen der idealen Karte und der Verzerrungskarte zu korrigieren. Das ebene Koordinatentransformationsverfahren kann dieses Problem gut lösen.
Fokusfehler
Bevor wir die Lösung vorstellen, stellen wir zunächst ein wichtiges Konzept vor: die Fokusebene. Dies bedeutet, dass der Laser während des Fokussierungsprozesses einen trichterförmigen Lichtweg bildet. Dieser Querschnitt ist die Fokusebene, die der Durchmesser des Flecks ist.
Bei hochpräzisen Scananlässen ist es zur Erzielung besserer Scanergebnisse erforderlich, den Punktradius des Arbeitstisches innerhalb eines bestimmten Bereichs zu steuern (der Bereich variiert je nach Scanausrüstung). An jeder Position innerhalb des Abtastbereichs muss der Laserstrahl gut fokussiert sein.
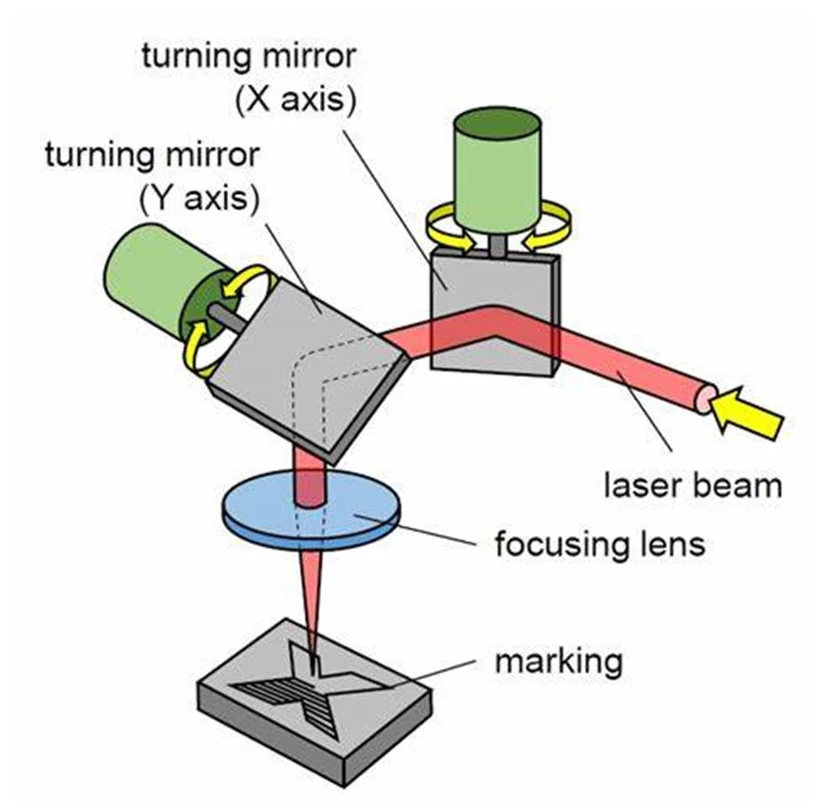
Dann kommt dieser typischere Fehler im Galvanometer-Abtastsystem von der Brennebene. Nachdem der Laser den XY-Oszillator passiert hat, ist die Brennebene eine sphärische Ebene.
Lösung
Wie können wir also einen glatten und gleichmäßigen Punkt auf der Formplattform erhalten? Es gibt zwei weit verbreitete Lösungen.
Diese Methode eignet sich nur für die Laserscanning-Verarbeitung auf einer kleineren Arbeitsfläche.
Beim Scannen hat das F-Theta-Objektiv eine große Größe und hohe Kosten. Je näher am Rand, desto schlechter ist der Kompensationseffekt.

2. Bessere dynamische 3D-Fokussiertechnologie((F-Theta Scan Objektive Fabrik China)
Das Galvanometer-Laserscansystem mit dynamischem Fokus wird im Allgemeinen von der oberen Anwendungssoftware und der unteren Fahrsoftware gesteuert. Aufgrund der Steuerung ist während der Bewegung eine dreiachsige Synchronisation erforderlich.
Der das Galvanometer antreibende Servomotor wird mit analoger Spannung angetrieben. Das optische Modell des dynamischen Fokusabtastsystems ist nach dem Prinzip des optischen Hebels ausgelegt. Der Laserstrahl erreicht das Abtastfeld durch das dynamische Fokus-System und dann zweimal die Spiegelreflexion. Angetrieben vom Servomotor macht der dynamische Fokusspiegel eine hin- und hergehende lineare Bewegung in Richtung des Strahlengangs, um den Fokusfehler in Echtzeit zu kompensieren, um sicherzustellen, dass die Abtastfeld- und Arbeitsfeldfehler des Punktfokus kompensiert werden.
Die Dynamic Focus-Technologie ist eine in den letzten Jahren entwickelte Technologie zur Fehlerkompensation bei Laser-Scan-Fokusfehlern. Es hat einen effektiveren und präziseren Kompensationseffekt, unterstützt ein größeres Sichtfeld und ist relativ teuer.
Die SLM-Geräte verwenden ein dreidimensionales dynamisches Fokussiersystem, mit dem eine präzise Lasersteuerung erreicht und die Druckqualität erheblich verbessert werden kann