 Co., Ltd.")

















Processo de produção de óptica a laser
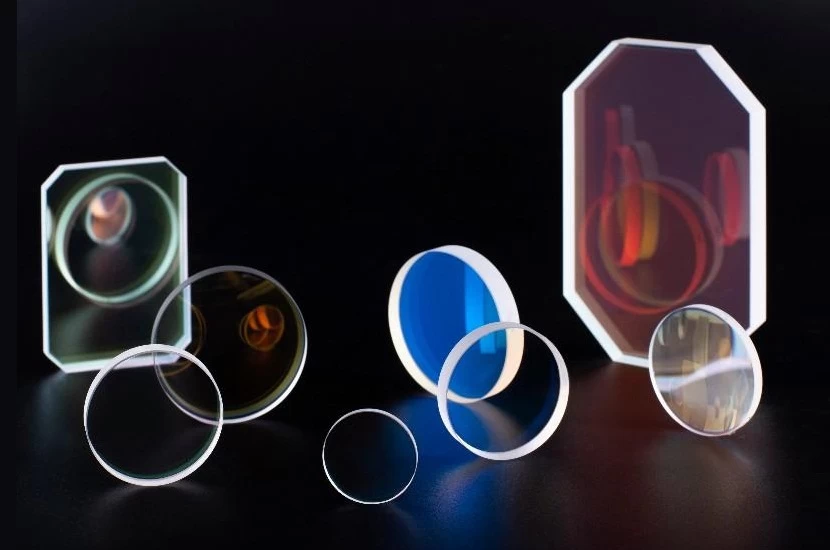
Se você costuma usar componentes ópticos, você sabe como eles são produzidos? Este artigo introduz brevemente o processo de produção de componentes ópticos de quatro aspectos: plano, superfície curva, revestimento e inspeção de qualidade.
Fabricação de óptica de avião
Formando: Corte o material inteiro em espaços em branco de elemento óptico individual. O substrato plano inclui calcita, n-bk7, sílica fundida, sf11 e vidro de densidade neutra SCHOTT. O diâmetro máximo do elemento circular é de 10 polegadas, e o comprimento máximo da praça é de 7 polegadas.

Lentes F-Theta Telecêntricas Fusas Sílica
Polimento: Após o elemento óptico é formado, a placa superior é polida. Os componentes são colados para a almofada de referência e polidos com uma máquina de polimento de fuso de Strasbaugh. Uma superfície é polida de cada vez. O técnico fará ajustes em tempo real com base nos resultados de medição on-line do interferômetro. Geralmente, um erro de onda λ / 10 e uma rugosidade de superfície de 3 a 5 Å podem ser alcançados. O polimento de precisão lento pode alcançar a planicidade λ / 40 e 1 Å rugosidade.
O polimento de dupla face do SpeedFam é usado para alguns componentes após a formação, e centenas de componentes podem ser polidos de cada vez. A rugosidade de polimento deste equipamento também é de 3 a 5 Å (dupla face), e o paralelismo é tão baixo quanto 5 segundos de arco.
Fabricação óptica curva
Superfícies esféricas e asféricas
Satisloh CNC Machine Tools pode produzir lentes com diâmetros de 2 a 150 mm. Os técnicos podem monitorar os ajustes on-line através do interferômetro Zygo para garantir que os produtos atendam às especificações. Após a lente atingir a curvatura correta, a afiação e centralização são realizadas. Usamos a ferramenta Máquina de Centragem do Satisloh para garantir que o desvio do eixo seja tão baixo quanto 5 segundos de arco, que atende aos 3 requisitos de especificação de minutos de arco para a maioria dos nossos componentes ópticos.
Superfície asférica limitada por difracção
Uma máquina de polimento magnetorológico QED é usada para produzir lentes asféricas limitadas de difracção. Este processo pode atingir a precisão da superfície dentro de 55 nm, dependendo do material que está sendo polido.
Lente de foco de sílica fundida aspérica
Substrato de metal: Nanotech ultra-precisão único ponto de diamante lathe pode processar espelhos curvos de metal e materiais especiais para lentes infravermelhas do meio. O substrato ou espelho da lente é instalado em um eixo rotativo de alta velocidade, e a rotação de diamante de ponto único começa a ser polida, pois gira até a forma desejada e a qualidade da superfície serem alcançadas.
Revestimento Óptico: Há uma variedade de equipamentos de revestimento e equipamentos auxiliares de medição. A sala limpa de revestimento é mantida em um nível de 10.000. Os componentes ópticos da oficina de fabricação são primeiramente limpos ultrassonicamente e inspecionados e limpos e limpos um por um antes de serem carregados na máquina de revestimento.
Inspeção Final: O controle de qualidade é uma parte indispensável da fabricação óptica. Todo componente óptico deve passar a inspeção de qualidade, o que geralmente inclui medir propriedades físicas, desempenho óptico e força ambiental.
Os testes de parâmetros físicos incluem diâmetro, espessura central, nivelamento de superfície, paralelismo e qualidade da superfície. O desempenho óptico inclui erro de onda, comprimento focal e desempenho de revestimento. O teste ambiental pode incluir limiar de dano a laser, ciclagem de temperatura, ciclismo de umidade e força de revestimento.