

















Принцип работы и характеристики лазерной SLM-технологии
Технология формирования лазерной селективной плавки - это передовая технология лазерного аддитивного производства, разработанная на основе базовых принципов технологии изготовления прототипов. Трехмерная цифровая модель детали разрезается и накладывается на слои с помощью специального программного обеспечения. После получения данных профиля каждой секции высокоэнергетический лазерный луч используется для выборочного плавления металлического порошка слой за слоем в соответствии с данными профиля. Метод изготовления объемных твердых деталей.
Принцип работы
После того, как трехмерная цифровая модель детали нарезана и наслоена и импортирована в формовочное оборудование, горизонтальный ракель сначала равномерно распределяет тонкий слой металлического порошка на подложке, а высокоэнергетический лазерный луч выборочно следует информации о данных текущий слой трехмерной цифровой модели Расплавьте порошок на подложке, чтобы сформировать форму текущего слоя детали.
Затем горизонтальный скребок распределяет еще один слой металлического порошка на обрабатываемом слое, и высокоэнергетический луч лазера выбирает и плавит в соответствии с информацией о данных следующего слоя цифровой модели и совершает возвратно-поступательное движение, пока не будет изготовлена вся деталь.
Технические характеристики
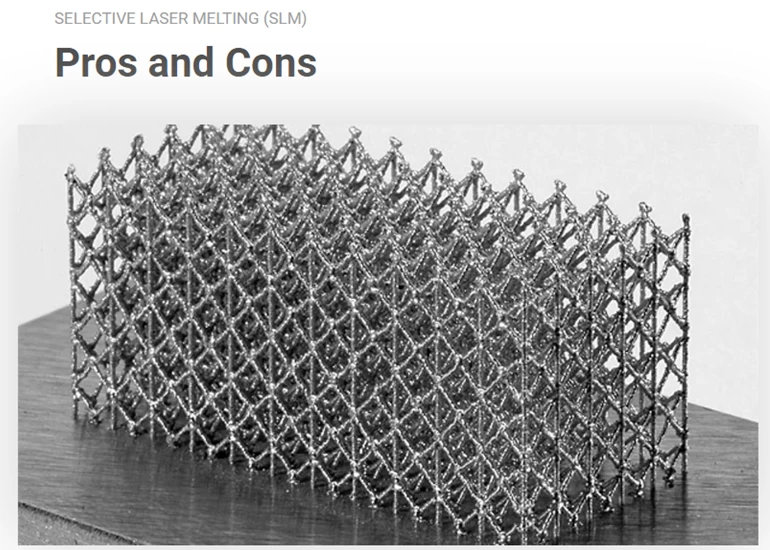
Технология формовки с лазерной селективной плавкой прорывывает привычные представления о деформационном формовании и удалении, традиционном производственном процессе. Согласно трехмерной цифровой модели детали, металлический порошок может быть использован для прямого получения твердой детали любой сложной формы без каких-либо приспособлений и форм, реализуя «сеткообразование». Новая концепция обработки материалов особенно подходит для изготовление труднообрабатываемых деталей, таких как титановые сплавы и жаропрочные сплавы со сложной структурой внутренних полостей.

SLM поставщик оптических систем китай
В технологии лазерного избирательного плавления в качестве сырья обычно используется ультратонкий порошок с размером частиц около 30 мкм. Обычно толщина порошка составляет менее 100 мкм (толщина самого тонкого порошка может достигать 20 мкм), и каждый обрабатывающий слой должен быть очень тонким, который может достигать 30 мкм. Кроме того, в этой технологии также используется лазерный луч с небольшим пятном, благодаря которому формируемые детали имеют высокую точность размеров (до 0,1 мм) и превосходное качество поверхности (шероховатость Ra может достигать 30-50 мкм).
Таким образом, эта технология отличается высокой точностью и отличным качеством поверхности, а изготовленные детали можно использовать сразу после простой пескоструйной обработки или полировки. За счет экономии материалов и обработки резанием стоимость его изготовления может быть снижена на 20-40%, а производственный цикл сократится на 80%.

Процесс лазерной селективной плавки прорыв через традиционные идеи обработки удаления и эффективно решает проблемы обработки недоступных частей традиционной технологии обработки. Он особенно подходит для изготовления деталей со сложной внутренней структурой особой формы, которые невозможно изготовить традиционными методами, такими как ковка, литье и сварка. В то же время, благодаря высокой точности формования этой технологии, можно зарезервировать большее количество необработанных поверхностей при применении обычных деталей, что позволяет лучше решить проблему обработки труднообрабатываемых материалов. Успешное применение технологии формовки с лазерной селективной плавкой в титановых сплавах, алюминиевых сплавах, жаропрочных сплавах, конструкционных сталях, нержавеющих сталях и других материалах оказало очень важное влияние на аэрокосмическую промышленность.