 Co., Ltd.")

















Quy trình hàn kim loại gốm
Gốm sứ trong hàn gốm sứ và kim loại về cơ bản đề cập đến các loại gốm sứ mới được tổng hợp nhân tạo bằng các kim loại khác nhau, oxy, nitơ, cacbon, v.v. vv, và được sử dụng rộng rãi; Alumina, silicon nitride, gốm sứ zirconia, v.v. được sử dụng phổ biến.

Nhà cung cấp máy hàn laser di động
Khó khăn khi hàn gốm sứ và kim loại
1. Hệ số nở thẳng của gốm sứ nhỏ, trong khi hệ số nở thẳng của kim loại tương đối lớn nên dễ bị nứt. Nói chung, ứng suất nhiệt của lớp trung gian kim loại cần được xử lý tốt.
2. Bản thân gốm có độ dẫn nhiệt thấp và khả năng chống sốc nhiệt yếu. Khi hàn, giảm thiểu gradient nhiệt độ của chi tiết hàn và khu vực xung quanh, đồng thời kiểm soát tốc độ nguội sau khi hàn.
3. Hầu hết các đồ gốm sứ có độ dẫn điện kém, thậm chí không dẫn điện nên rất khó sử dụng hàn điện. Để đạt được điều này, cần phải có các biện pháp quy trình đặc biệt.
4. Do sự phối hợp điện tử ổn định của vật liệu gốm, kết nối giữa kim loại và gốm là khó xảy ra. Cần kim loại hóa gốm sứ hoặc hàn bằng chất hàn hoạt tính.
Sản xuất máy hàn cầm tay Trung Quốc
5. Do vật liệu gốm chủ yếu là tinh thể cộng hóa trị nên chúng không dễ bị biến dạng và thường xảy ra hiện tượng gãy giòn. Hiện tại, lớp trung gian hầu hết được sử dụng để giảm nhiệt độ hàn, và phương pháp khuếch tán gián tiếp được sử dụng để hàn.
6. Thiết kế cấu trúc của gốm và hàn kim loại khác với hàn thông thường. Nó thường được chia thành cấu trúc phốt phẳng, cấu trúc tay áo, cấu trúc làm kín chốt và cấu trúc phốt kép. Cấu trúc tay áo có tác dụng tốt nhất. Yêu cầu sản xuất của các cấu trúc liên kết này đều rất cao.
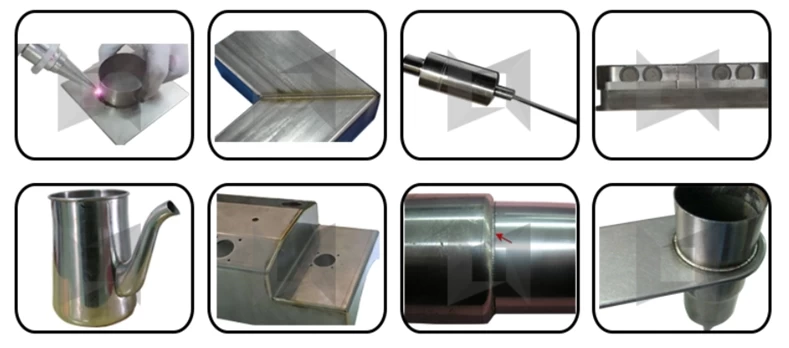
Quy trình chung của hàn gốm và kim loại
1. Làm sạch: Bề mặt của kim loại và kim loại độn hàn phải được làm sạch. Gốm sứ thường được làm sạch bằng chất tẩy rửa và siêu âm.
2. Bột nhão: Hầu hết các loại bột nhão bao gồm bột kim loại nguyên chất và bột oxit kim loại thích hợp. Kích thước hạt chủ yếu từ 1 đến 5um. Bột nhão được pha chế với chất kết dính hữu cơ để có độ nhớt nhất định. Sau đó dùng dụng cụ sơn phết đều hỗn hợp lên bề mặt gốm cần kim loại hóa, và độ dày của lớp sơn phủ nói chung là 30-60um.
3. Kim loại hóa: Đặt các bộ phận giả gốm đã phủ hồ vào lò nung hydro và giữ chúng ở nhiệt độ 1300 ~ 1500 ℃ trong 1 giờ.
Nhà cung cấp máy hàn laser Trung Quốc
4. Mạ niken: Để mối hàn thấm ướt tốt hơn, một lớp niken có độ dày khoảng 5um được mạ trên lớp kim loại hóa. Khi nhiệt độ hàn thấp hơn 1000 ° C, lớp mạ điện cần được thiêu kết trước trong lò hydro ở 1000 ° C trong 15-20 phút.
5. Lắp ráp: Lắp ráp các bộ phận kim loại và bộ phận gốm đã qua xử lý thành một tổng thể bằng thép không gỉ, than chì và khuôn gốm, và lắp các bộ phận hàn ở các khớp nối; các bộ phận được hàn phải được giữ sạch sẽ trong toàn bộ quá trình vận hành và không được chạm tay trần.
6. Quá trình hàn: quá trình hàn được thực hiện trong lò với khí argon hoặc lò với khí hydro hoặc lò chân không. Việc lựa chọn nhiệt độ và lựa chọn tốc độ gia nhiệt phải được xác định theo đặc tính của vật hàn được sử dụng, và cần đặc biệt chú ý đến Tốc độ làm nguội không được quá nhanh để tránh các bộ phận gốm bị nứt do ứng suất nhiệt độ.
7. Kiểm tra sau khi hàn: Sau khi gốm và kim loại được hàn, trước hết phải quan sát chất lượng bằng mắt thường, sau đó thực hiện các kiểm tra cần thiết theo yêu cầu của tài liệu kỹ thuật.