 Co, Ltd")

















3D baskıda lazer statik tarama ile dinamik tarama arasındaki fark
Ön odaklı galvanometreye dinamik odak galvanometre (tarama öncesi) denir ve arka odak galvanometre genellikle kullandığımız en yaygın galvanometredir (tarama sonrası). Genel olarak, sıradan markalama makinesi arka odak galvanometre şemasını kullanır.

ön tarama:
Ön odaklama sistemi (Hedef tarama sistemi üreticisi sonrası)
Dinamik odak kullanan geniş formatlı lazer markalama makinelerinde veya 3B yazıcılarda, galvanometre taranmadan önce uzun odak uzunluklu dinamik odak cihazı kullanılır. Lazerin ışık spot çıkışı, dinamik odak lensi tarafından odaklanır ve odaklanan odak uzunluğu, dinamik odak lensi ile galvanometre arasındaki mesafeden daha büyüktür. Yani, ışının odaklanması sırasında tarama gerçekleştirilir. İş parçası düzlemi ile odaklama merceği arasındaki mesafe düzlemsel tarama işlemi sırasında sürekli değiştiğinden, odaklama merceğinin odak uzunluğu sabitse iş parçası düzlemini işaretlemek imkansızdır. Dinamik odak kullanılmasının nedeni budur. İş parçası düzleminin her noktası ile odaklama merceği arasındaki mesafeye göre, odaklama merceğinin odak uzunluğu değiştirilir, böylece tüm odaklanmış ışık noktaları iş parçasının bulunduğu düzlemde yoğunlaşır. Dinamik odaklamalı galvanometre tarama yöntemi odak uzaklığını artırabilir, böylece tarama alanını artırabilir. Şu anda geniş formatlı yüksek hızlı tarama için en iyi çözümdür. Bu yöntem tipik bir galvanometre tipi ön taramadır.
tarama sonrası:
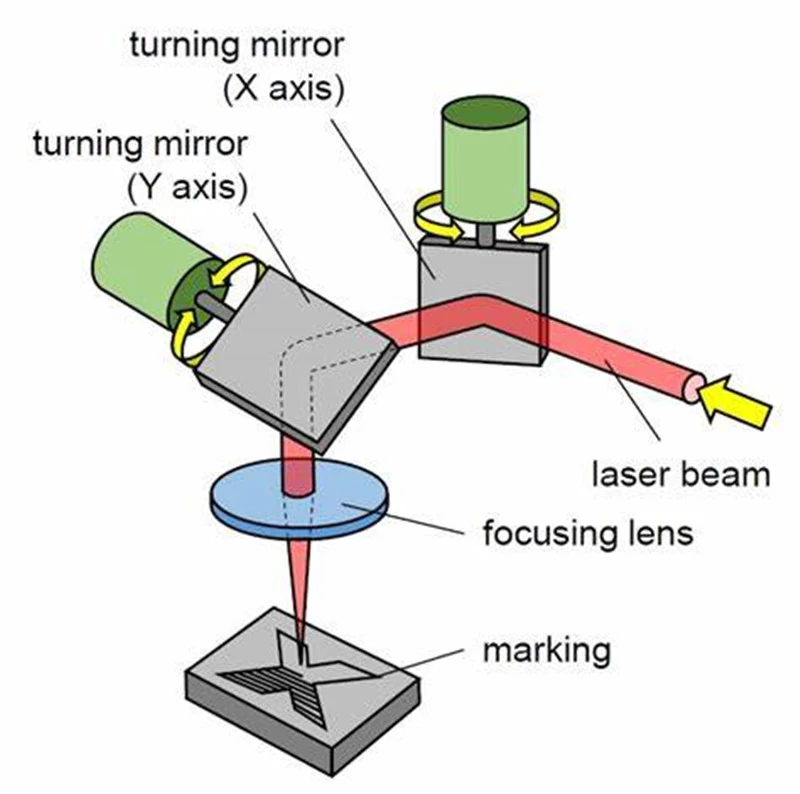
Arka odak sistemi (gavlo tarayıcı toptan çin)
Sıradan galvanometre tipi ekipman (markalama makineleri, 3B yazıcılar) önce galvanometre içinden tarama yapmak için lazer ışını çıktısını kullanır ve ardından lens aracılığıyla tarama düzlemine odaklanır; bu yöntemin kontrol edilmesi nispeten kolaydır, ancak lens tarafından taranabilir Tarama düzleminde odaklanan noktanın boyutu farklıdır, merkez daha küçüktür ve kenar daha büyüktür, bu da iğnelenmeye ve tambur bozulmasına yatkındır. Şu anda, lensin mesafesi genellikle çevreleyen ışık noktasının bozulmasını azaltmak ve doğruluğu artırmak için ayarlanmaktadır. Bu yöntem basit ve algoritmada uygulanması kolaydır. Bazı küçük çalışma alanlarına uygulanabilir ve doğruluğunun kontrol edilmesi kolaydır. Bu yöntemin avantajı, kontrol yazılımının uygulanmasının kolay olması, maliyetin daha düşük ve hızın daha hızlı olması ve çoğu galvanometre tarama ekipmanı üreticisi tarafından benimsenmesidir.