 유한 공사")

















경 절단 노즐도 절단 품질에 영향을 미칩니 까?
노즐과 절단 품질의 관계
노즐 중심과 레이저 중심이 같은 축에 있지 않으면 절단 품질에 미치는 영향 :
1) 절단 부분에 영향을 미칩니다. 절단 가스를 분사하면 공기량이 고르지 않게되어 절단 부분의 한쪽면이 아닌 한쪽면에 녹는 얼룩이 생기기 쉽습니다. 3mm 이하의 박판 절단에는 거의 영향을 미치지 않습니다. 3mm 이상의 시트를 절단하면 그 충격이 더 심각하고 때로는 절단이 불가능합니다.
2) 날카로운 모서리의 품질에 영향을 미칩니다. 모서리가 날카 롭거나 각도가 작은 공작물을 절단 할 때 국부적 오버 멜팅이 발생할 수 있습니다. 두꺼운 판을 절단 할 때 절단이 불가능할 수 있습니다.
3) 천공, 천공시의 불안정성에 영향을 미치고, 시간 조절이 쉽지 않으며, 후판의 침투로 인해 과용 해가 발생하고, 침투 조건이 파악하기 쉽지 않고 박판의 천공에 영향을 덜 미친다.
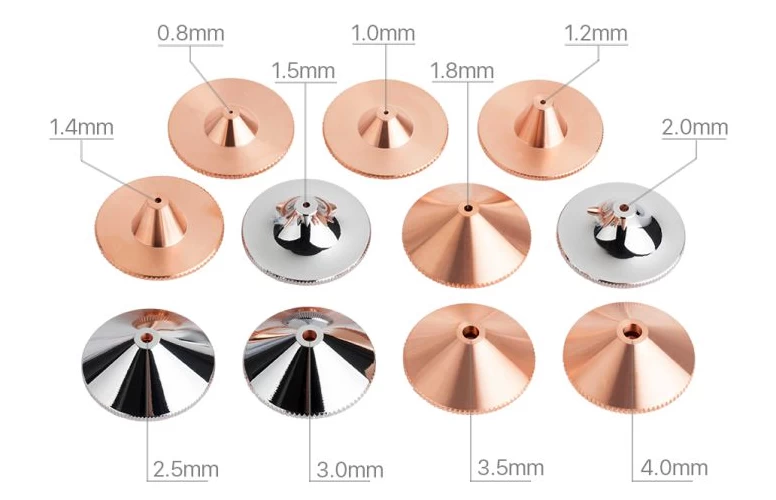
섬유 레이저 절단 노즐 제조업체 중국, φ1.0mm, φ1.5mm, φ2.0mm, φ2.5mm, φ3.0mm 등과 같은 여러 유형의 노즐 구멍이 있습니다. 현재, 두 종류의 노즐 구멍은 일반적으로 φ1.5mm와 φ2mm입니다.

둘의 차이점은 다음과 같습니다.
1) 3mm 이하의 얇은 판 : φ1.5mm를 사용하면 절단면이 얇아집니다. φ2mm를 사용하면 절단면이 두꺼워지고 모서리가 녹는 얼룩이 생기기 쉽습니다.
2) 3mm 이상의 두꺼운 판 : 절단력이 높기 때문에 상대적인 방열 시간이 길고 상대적 절단 시간도 증가합니다. φ1.5mm로 가스 확산 면적이 작아서 사용시 안정적이지 않지만 기본적으로 사용할 수 있습니다. φ2mm를 사용하면 가스 확산 영역이 크고 가스 유량이 느리므로 절단이 더 안정적입니다.
3) φ2.5mm의 구멍 지름은 10mm 이상의 두꺼운 판 절단에만 사용할 수 있습니다. 요약하면, 노즐 구멍의 크기는 절단 품질과 천공 품질에 심각한 영향을 미칩니다. 현재 레이저 절단은 대부분 φ1.5mm 및 φ2mm 조리개가있는 노즐을 사용합니다.
따라서, 노즐 구경이 더 크면 절단 중 용융 스플래시의 스파크와 위로 튀어 나올 가능성이 커서 렌즈의 수명이 짧아지기 때문에 초점 렌즈의 상대적인 보호가 나빠집니다.
노즐 중심과 레이저 사이의 동심도는 절단 품질을 유발하는 중요한 요소 중 하나입니다. 특히 공작물이 두꺼울 때 그 영향이 더 커집니다. 따라서 더 나은 절단 섹션을 얻으려면 노즐 중심과 레이저 사이의 동심도를 조정해야합니다.
참고 : 노즐이 변형되거나 노즐에 녹는 얼룩이있는 경우 절단 품질에 미치는 영향은 위에서 설명한 것과 동일합니다. 따라서 노즐은 변형을 피하기 위해 조심스럽게 배치되어야하며 부딪히지 않아야합니다. 노즐의 녹는 얼룩은 제때 닦아야합니다. 노즐의 품질은 제조 과정에서 높은 정밀도가 요구되며 설치 과정에서 올바른 방법이 필요합니다. 노즐의 품질이 좋지 않아 절단 중 다양한 조건을 변경해야하는 경우에는 제때 교체해야합니다.