Co., Ltd.")

















Paramètres de processus de gravure profonde laser à fibre pour les matériaux métalliques
Dans l'application de moules, enseignes, accessoires matériels, panneaux d'affichage, plaques d'immatriculation automobiles et autres produits, les processus de corrosion traditionnels entraîneront non seulement une pollution de l'environnement, mais également une faible efficacité. Les applications de processus traditionnelles telles que l'usinage, les déchets métalliques et les liquides de refroidissement peuvent également entraîner une pollution de l'environnement. Bien que l'efficacité ait été améliorée, la précision n'est pas élevée et les angles vifs ne peuvent pas être sculptés. Par rapport aux méthodes traditionnelles de sculpture profonde en métal, la sculpture profonde en métal au laser présente les avantages d'un contenu de sculpture sans pollution, de haute précision et flexible, qui peut répondre aux exigences des processus de sculpture complexes.
Les matériaux courants pour la sculpture profonde en métal comprennent l'acier au carbone, l'acier inoxydable, l'aluminium, le cuivre, les métaux précieux, etc. Les ingénieurs effectuent des recherches sur les paramètres de sculpture profonde à haute efficacité pour différents matériaux métalliques.
Analyse de cas réelle:
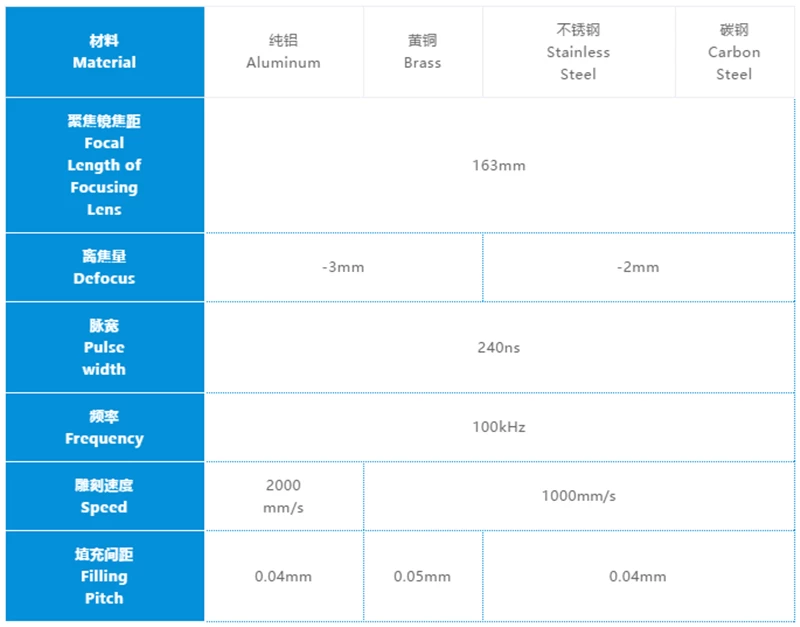
Équipement de plate-forme d'essai Carmanhaas Société de scanner 3D Galvo Chine, Tête Galvo 3D avec objectif (F = 163/210) effectuer un test de sculpture en profondeur. La taille de gravure est de 10 mm × 10 mm. Définissez les paramètres initiaux de gravure, comme indiqué dans le tableau 1. Modifiez les paramètres de processus tels que la quantité de défocalisation, la largeur d'impulsion, la vitesse, l'intervalle de remplissage, etc., utilisez le testeur de sculpture profonde pour mesurer la profondeur et trouvez les paramètres de processus avec le meilleur effet de sculpture.

Tableau 1 Paramètres initiaux de la sculpture profonde
Grâce au tableau des paramètres de processus, nous pouvons voir que de nombreux paramètres ont un impact sur l'effet final de gravure profonde. Nous utilisons la méthode de la variable de contrôle pour trouver le processus de l'effet de chaque paramètre de processus sur l'effet, et maintenant nous les annoncerons un par un.
01 L'effet de la défocalisation sur la profondeur de sculpture
Utilisez d'abord la source laser à fibre Raycus, puissance: 100 W, modèle: RFL-100M pour graver les paramètres initiaux. Effectuez le test de gravure sur différentes surfaces métalliques. Répétez la gravure 100 fois pendant 305 s. Modifiez la défocalisation et testez l'effet de la défocalisation sur l'effet de gravure de différents matériaux.
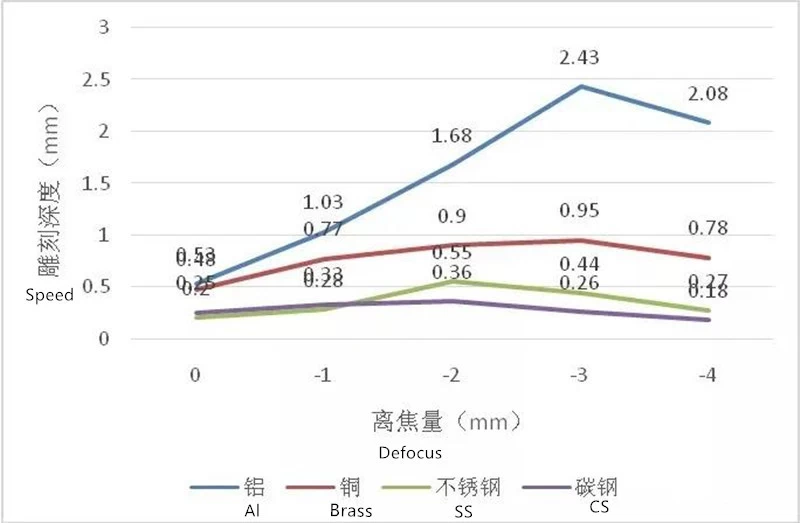
Figure 1 Comparaison de l'effet de la défocalisation sur la profondeur de sculpture du matériau
Comme le montre la figure 1, nous pouvons obtenir les informations suivantes sur la profondeur maximale correspondant à différentes quantités de défocalisation lors de l'utilisation de RFL-100M pour une gravure profonde dans différents matériaux métalliques. À partir des données ci-dessus, il est conclu que la sculpture profonde sur la surface métallique nécessite une certaine défocalisation pour obtenir le meilleur effet de gravure. La défocalisation pour la gravure de l'aluminium et du laiton est de -3 mm et la défocalisation pour la gravure de l'acier inoxydable et de l'acier au carbone est de -2 mm.
02 L'effet de la largeur d'impulsion sur la profondeur de sculpture
Carmanhaas Usine de scanner à gravure profondeGrâce aux expériences ci-dessus, la quantité optimale de défocalisation de RFL-100M en gravure profonde avec différents matériaux est obtenue. Utilisez la valeur de défocalisation optimale, modifiez la largeur d'impulsion et la fréquence correspondante dans les paramètres initiaux, et les autres paramètres restent inchangés.
Ceci est principalement dû au fait que chaque largeur d'impulsion du laser RFL-100M a une fréquence fondamentale correspondante. Lorsque la fréquence est inférieure à la fréquence fondamentale correspondante, la puissance de sortie est inférieure à la puissance moyenne, et lorsque la fréquence est supérieure à la fréquence fondamentale correspondante, la puissance de crête diminue. Le test de gravure doit utiliser la plus grande largeur d'impulsion et la plus grande capacité de test, donc la fréquence de test est la fréquence fondamentale, et les données de test pertinentes seront décrites en détail dans le test suivant.
La fréquence fondamentale correspondant à chaque largeur d'impulsion est : 240 ns , 10 kHz 、 160 ns , 105 kHz 、 130 ns , 119 kHz 、 100 ns , 144 kHz 、 58 ns , 179 kHz 、 40 ns , 245 kHz 、 20 ns , 490 kHz 、 10 ns , 999 kHz。Effectuez le test de gravure à travers l'impulsion et la fréquence ci-dessus, le résultat du test est indiqué sur la figure 2
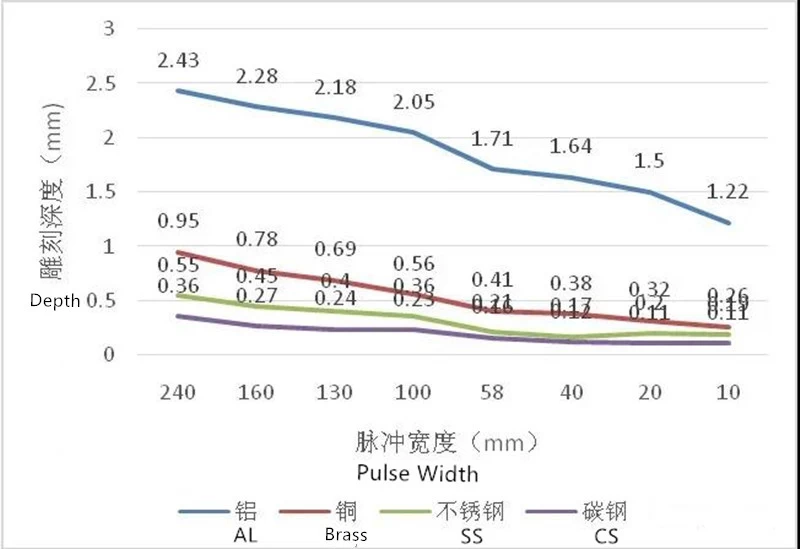
Figure 2 Comparaison de l'effet de la largeur d'impulsion sur la profondeur de gravure
On peut voir sur le graphique que lorsque RFL-100M est en train de graver, lorsque la largeur d'impulsion diminue, la profondeur de gravure diminue en conséquence. La profondeur de gravure de chaque matériau est la plus grande à 240 ns. Ceci est principalement dû à la diminution de l'énergie d'impulsion unique due à la réduction de la largeur d'impulsion, qui à son tour réduit les dommages à la surface du matériau métallique, ce qui entraîne une profondeur de gravure de plus en plus petite.
03 Influence de la fréquence sur la profondeur de gravure
Grâce aux expériences ci-dessus, la meilleure quantité de défocalisation et la meilleure largeur d'impulsion du RFL-100M lors de la gravure avec différents matériaux sont obtenues. Utilisez la meilleure valeur de défocalisation et la meilleure largeur d'impulsion pour rester inchangées, modifiez la fréquence et testez l'effet de différentes fréquences sur la profondeur de gravure. Les résultats du test comme le montre la figure
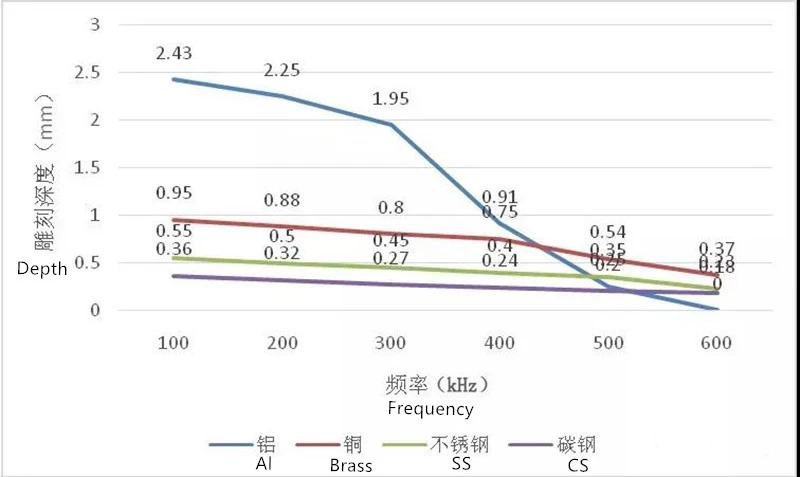
Figure 3 Comparaison de l'influence de la fréquence sur la sculpture profonde du matériau
On peut voir sur le graphique que lorsque le laser RFL-100M grave divers matériaux, à mesure que la fréquence augmente, la profondeur de gravure de chaque matériau diminue en conséquence. Lorsque la fréquence est de 100 kHz, la profondeur de gravure est la plus grande et la profondeur de gravure maximale de l'aluminium pur est de 2,43. mm, 0,95 mm pour le laiton, 0,55 mm pour l'acier inoxydable et 0,36 mm pour l'acier au carbone. Parmi eux, l'aluminium est le plus sensible aux changements de fréquence. Lorsque la fréquence est de 600 kHz, la gravure profonde ne peut pas être effectuée sur la surface de l'aluminium. Alors que le laiton, l'acier inoxydable et l'acier au carbone sont moins affectés par la fréquence, ils montrent également une tendance à la diminution de la profondeur de gravure avec une fréquence croissante.
04 Influence de la vitesse sur la profondeur de gravure
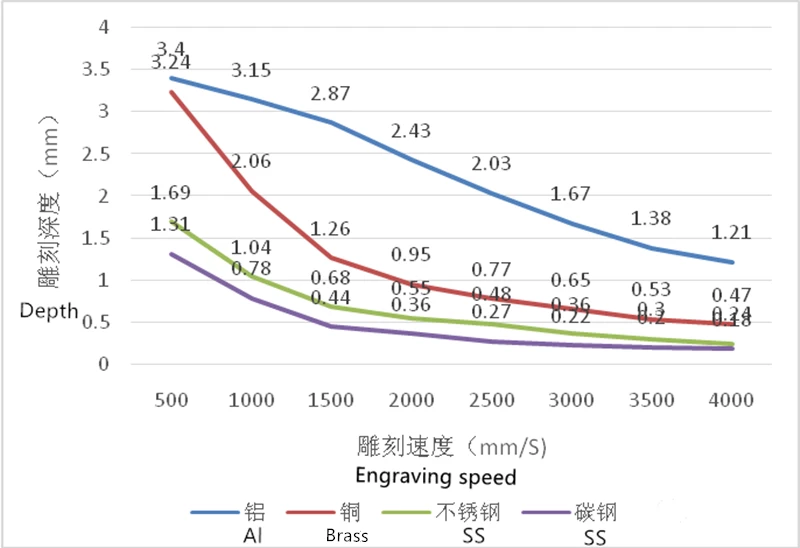
Figure 4 Comparaison de l'effet de la vitesse de sculpture sur la profondeur de sculpture
On peut voir sur le graphique que lorsque la vitesse de gravure augmente, la profondeur de gravure diminue en conséquence. Lorsque la vitesse de gravure est de 500 mm / s, la profondeur de gravure de chaque matériau est la plus grande. Les profondeurs de gravure de l'aluminium, du cuivre, de l'acier inoxydable et de l'acier au carbone sont respectivement: 3,4 mm, 3,24 mm, 1,69 mm, 1,31 mm.
05 L'effet de l'espacement de remplissage sur la profondeur de gravure
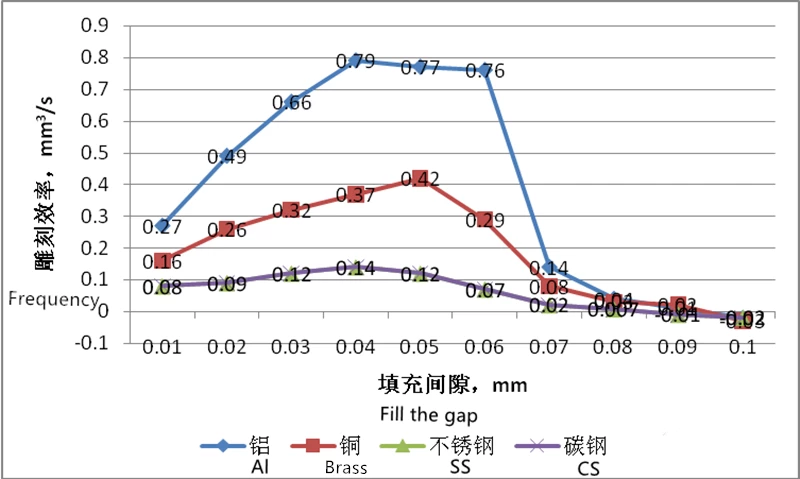
Figure 5 Effet de la densité de remplissage sur l'efficacité de la gravure
On peut voir sur le graphique que lorsque la densité de remplissage est de 0,01 mm, les profondeurs de gravure de l'aluminium, du laiton, de l'acier inoxydable et de l'acier au carbone sont toutes maximales, et la profondeur de gravure diminue à mesure que l'espace de remplissage augmente; l'espacement de remplissage augmente de 0,01 mm. Dans le processus de 0,1 mm, le temps nécessaire pour réaliser 100 gravures est progressivement raccourci. Lorsque la distance de remplissage est supérieure à 0,04 mm, la plage de temps de raccourcissement est considérablement réduite.
En conclusion
Carmanhaas Fournisseur de systèmes de marquage et de gravure laser ChineGrâce aux tests ci-dessus, nous pouvons obtenir les paramètres de processus recommandés pour la sculpture profonde de différents matériaux métalliques à l'aide de RFL-100M: