Co., Ltd.")

















Parâmetros do processo de gravação profunda a laser de fibra para materiais metálicos
Na aplicação de moldes, placas, acessórios de hardware, outdoors, placas de automóveis e outros produtos, os processos tradicionais de corrosão não só causam poluição ambiental, mas também baixa eficiência. As aplicações de processos tradicionais, como usinagem, sucata de metal e refrigerantes, também podem causar poluição ambiental. Embora a eficiência tenha sido aprimorada, a precisão não é alta e ângulos agudos não podem ser esculpidos. Comparado com os métodos tradicionais de escultura profunda em metal, a escultura profunda em metal a laser tem as vantagens de conteúdo de escultura livre de poluição, alta precisão e flexível, que pode atender aos requisitos de processos complexos de escultura.
Os materiais comuns para escultura profunda de metal incluem aço carbono, aço inoxidável, alumínio, cobre, metais preciosos, etc. Os engenheiros conduzem pesquisas de parâmetros de escultura profunda de alta eficiência para diferentes materiais metálicos.
Análise de caso real:
Equipamento de plataforma de teste Carmanhaas Empresa de scanner 3D Galvo China, Cabeça Galvo 3D com lente (F = 163/210) realizar o teste de escultura profunda. O tamanho da gravura é 10 mm × 10 mm. Defina os parâmetros iniciais de gravação, conforme mostrado na Tabela 1. Altere os parâmetros do processo, como a quantidade de desfocagem, largura de pulso, velocidade, intervalo de enchimento, etc., use o testador de escultura profunda para medir a profundidade e encontrar os parâmetros do processo com o melhor efeito de escultura.

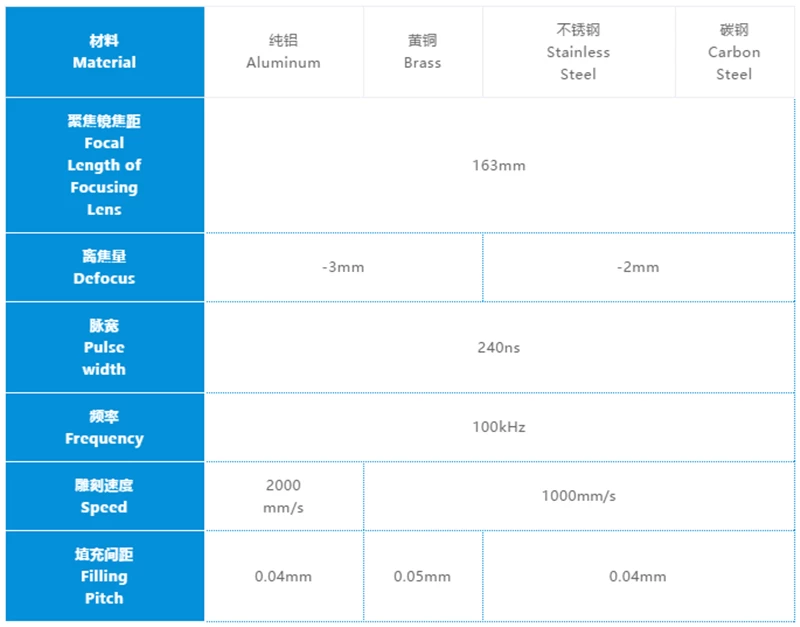
Tabela 1 Parâmetros iniciais de escultura profunda
Através da tabela de parâmetros do processo, podemos ver que existem muitos parâmetros que têm impacto no efeito final da gravação profunda. Usamos o método da variável de controle para encontrar o processo de efeito de cada parâmetro do processo no efeito, e agora iremos anunciá-los um por um.
01 O efeito da desfocagem na profundidade do entalhe
Primeiro use a fonte de laser de fibra Raycus, potência: 100W, modelo: RFL-100M para gravar os parâmetros iniciais. Realize o teste de gravação em diferentes superfícies de metal. Repita a gravação 100 vezes por 305 s. Altere a desfocagem e teste o efeito da desfocagem no efeito de gravação de diferentes materiais.
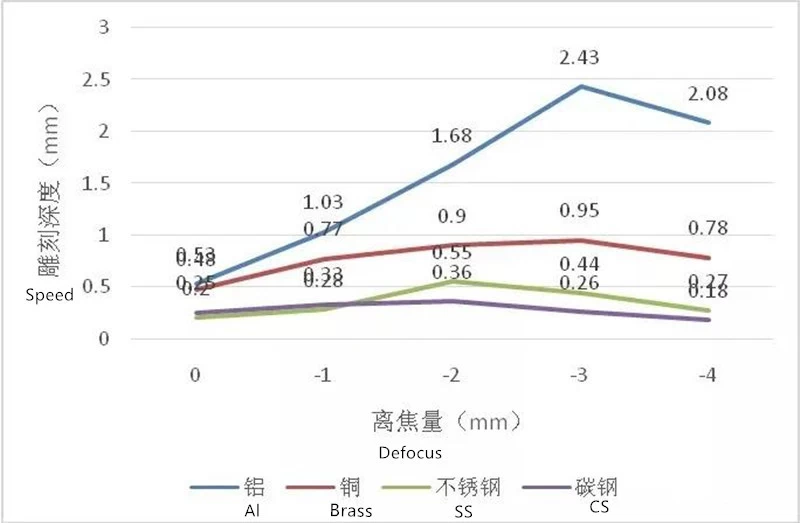
Figura 1 Comparação do efeito da desfocagem na profundidade do entalhe do material
Conforme mostrado na Figura 1, podemos obter o seguinte sobre a profundidade máxima correspondente a diferentes quantidades de desfocagem ao usar RFL-100M para gravação profunda em diferentes materiais metálicos. A partir dos dados acima, conclui-se que o entalhe profundo na superfície do metal requer uma certa desfocagem para obter o melhor efeito de gravação. A desfocagem para gravação de alumínio e latão é de -3 mm, e a desfocagem para gravação de aço inoxidável e aço carbono é de -2 mm.
02 O efeito da largura de pulso na profundidade do entalhe
Carmanhaas Fábrica de scanner de gravura profunda, Por meio dos experimentos acima, a quantidade ideal de desfocagem de RFL-100M em gravação profunda com diferentes materiais é obtida. Use a quantidade ideal de desfocagem, altere a largura de pulso e a frequência correspondente nos parâmetros iniciais e outros parâmetros permanecem inalterados.
Isso ocorre principalmente porque cada largura de pulso do laser RFL-100M tem uma frequência fundamental correspondente. Quando a frequência é menor do que a frequência fundamental correspondente, a potência de saída é menor do que a potência média e, quando a frequência é maior do que a frequência fundamental correspondente, a potência de pico diminui. O teste de gravação precisa usar a maior largura de pulso e capacidade máxima para teste, então a frequência de teste é a frequência fundamental e os dados de teste relevantes serão descritos em detalhes no teste a seguir.
A frequência fundamental correspondente a cada largura de pulso é : 240 ns , 10 kHz 、 160 ns , 105 kHz 、 130 ns , 119 kHz 、 100 ns , 144 kHz 、 58 ns , 179 kHz 、 40 ns , 245 kHz 、 20 ns , 490 kHz 、 10 ns , 999 kHz。 Realize o teste de gravação por meio do pulso e frequência acima, o resultado do teste é mostrado na Figura 2
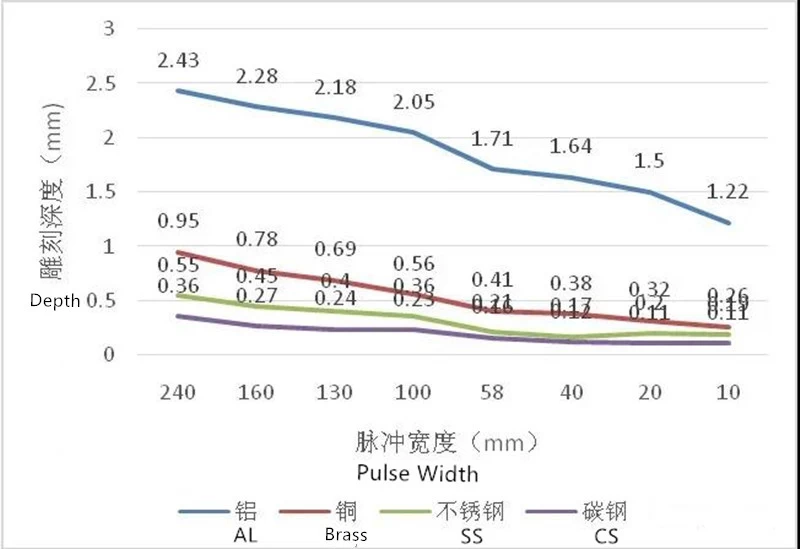
Figura 2 Comparação do efeito da largura de pulso na profundidade de gravação
Pode ser visto no gráfico que quando o RFL-100M está gravando, conforme a largura de pulso diminui, a profundidade de gravação diminui de acordo. A profundidade de gravação de cada material é maior em 240 ns. Isso se deve principalmente à diminuição da energia de pulso único devido à redução da largura do pulso, que por sua vez reduz o dano à superfície do material metálico, fazendo com que a profundidade de gravação seja cada vez menor.
03 Influência da frequência na profundidade de gravação
Através dos experimentos acima, a melhor quantidade de desfocagem e largura de pulso do RFL-100M ao gravar com diferentes materiais são obtidas. Use a melhor quantidade de desfocagem e largura de pulso para permanecer inalterado, altere a frequência e teste o efeito de diferentes frequências na profundidade de gravação. Os resultados do teste conforme mostrado na Figura
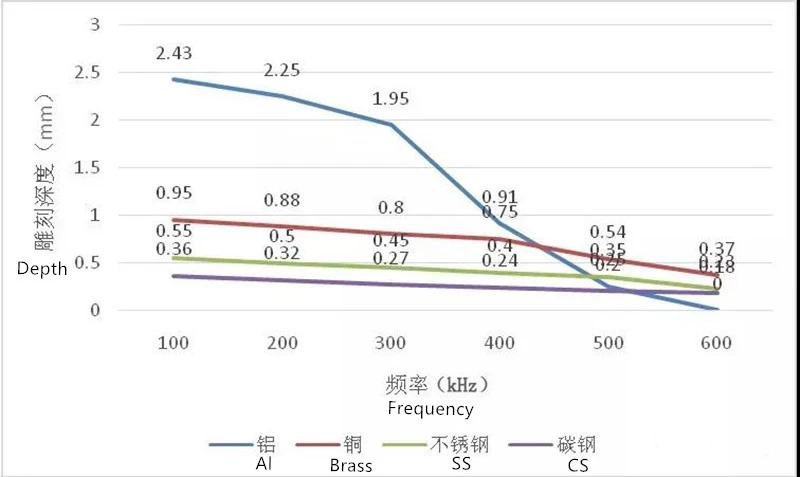
Figura 3 Comparação da influência da frequência no entalhe profundo do material
Pode ser visto no gráfico que quando o laser RFL-100M está gravando vários materiais, conforme a frequência aumenta, a profundidade de gravação de cada material diminui de acordo. Quando a frequência é 100 kHz, a profundidade de gravação é a maior e a profundidade máxima de gravação de alumínio puro é 2,43. mm, 0,95 mm para latão, 0,55 mm para aço inoxidável e 0,36 mm para aço carbono. Entre eles, o alumínio é o mais sensível às mudanças de frequência. Quando a frequência é 600 kHz, a gravação profunda não pode ser realizada na superfície do alumínio. Enquanto latão, aço inoxidável e aço carbono são menos afetados pela frequência, eles também mostram uma tendência de diminuição da profundidade de gravação com frequência crescente.
04 Influência da velocidade na profundidade de gravação
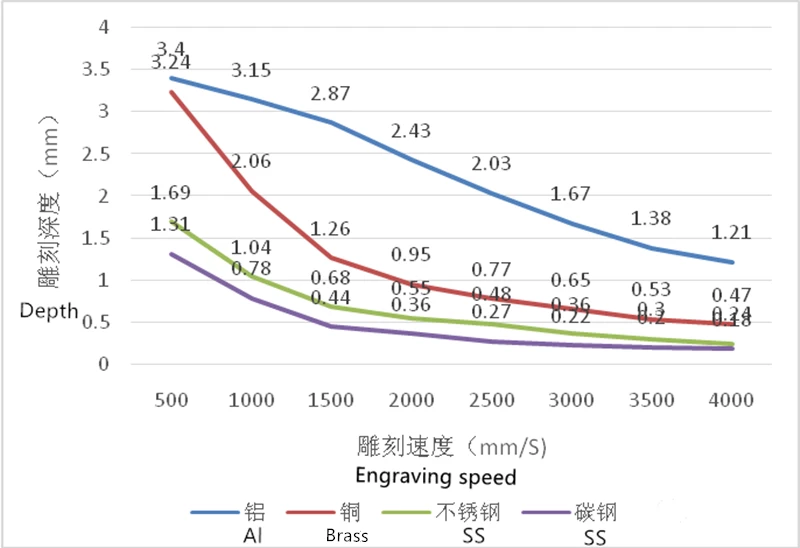
Figura 4 Comparação do efeito da velocidade de entalhe na profundidade de entalhe
Pode ser visto no gráfico que conforme a velocidade de gravação aumenta, a profundidade de gravação diminui de acordo. Quando a velocidade de gravação é de 500 mm / s, a profundidade de gravação de cada material é maior. As profundidades de gravação de alumínio, cobre, aço inoxidável e aço carbono são respectivamente: 3,4 mm, 3,24 mm, 1,69 mm, 1,31 mm.
05 O efeito do espaçamento de preenchimento na profundidade de gravação
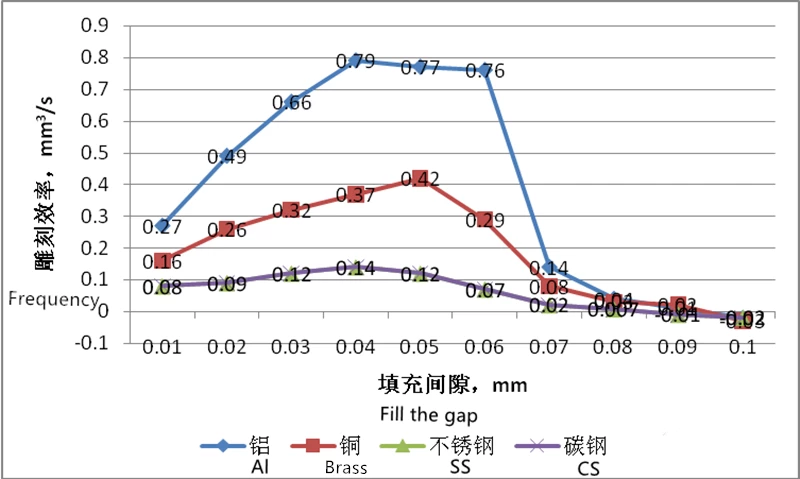
Figura 5 O efeito da densidade de enchimento na eficiência de gravação
Pode-se ver no gráfico que quando a densidade de enchimento é 0,01 mm, as profundidades de gravação de alumínio, latão, aço inoxidável e aço carbono são todas máximas, e a profundidade de gravação diminui à medida que a lacuna de enchimento aumenta; o espaçamento de enchimento aumenta de 0,01 mm. No processo de 0,1 mm, o tempo necessário para completar 100 gravações é gradualmente reduzido. Quando a distância de enchimento é superior a 0,04 mm, o intervalo de tempo de encurtamento é significativamente reduzido.
Em conclusão
Carmanhaas Fornecedor de sistemas de gravação e marcação a laser China, Por meio dos testes acima, podemos obter os parâmetros de processo recomendados para o entalhe profundo de diferentes materiais metálicos usando RFL-100M: