

















Параметры процесса и области применения лазерной сварки
(1) Плотность мощности
Плотность мощности - один из важнейших параметров лазерной обработки. При более высокой плотности мощности поверхностный слой можно нагреть до точки кипения в течение микросекундного временного диапазона, что приведет к большому испарению. Следовательно, высокая удельная мощность полезна для обработки удаления материала, такой как штамповка, резка и гравировка. Для более низкой удельной мощности требуется несколько миллисекунд, чтобы температура поверхности достигла точки кипения. Прежде чем поверхностный слой испарится, нижний слой достигает точки плавления, что позволяет легко образовать хороший сварной шов плавлением. Следовательно, при токопроводящей лазерной сварке плотность мощности находится в диапазоне 104 ~ 106 Вт / см2.

Поставщик лазерной сварочной машины 800 Вт / 1000 Вт
(2) Форма волны лазерного импульса
Форма волны лазерного импульса является важной проблемой при лазерной сварке, особенно при сварке листов. Когда высокоинтенсивный лазерный луч попадает на поверхность материала, 60 ~ 98% лазерной энергии отражается и теряется на поверхности металла, а коэффициент отражения изменяется с температурой поверхности. Во время лазерного импульса отражательная способность металла сильно изменяется.
(3) Ширина лазерного импульса
Ширина импульса - один из важных параметров импульсной лазерной сварки. Это не только важный параметр, отличный от снятия материала и плавления материала, но и ключевой параметр, определяющий стоимость и объем технологического оборудования.
(4) Влияние величины расфокусировки на качество сварки.
Поскольку плотность мощности в центре лазерного пятна слишком высока, он легко испаряется в отверстие. На каждой плоскости, удаленной от фокуса лазера, распределение плотности мощности относительно однородно. Есть два метода расфокусировки: положительная расфокусировка и отрицательная расфокусировка. Если фокальная плоскость находится над заготовкой, это положительная расфокусировка, в противном случае - отрицательная расфокусировка. Согласно теории геометрической оптики, когда расстояние между положительной и отрицательной плоскостями расфокусировки и плоскостью сварки одинаково, плотность мощности в соответствующих плоскостях примерно одинакова, но фактически форма полученной ванны расплава отличается. Когда расфокусировка отрицательная, может быть получена большая глубина проникновения, что связано с процессом образования ванны расплава.
поставщик портативных аппаратов для лазерной сварки
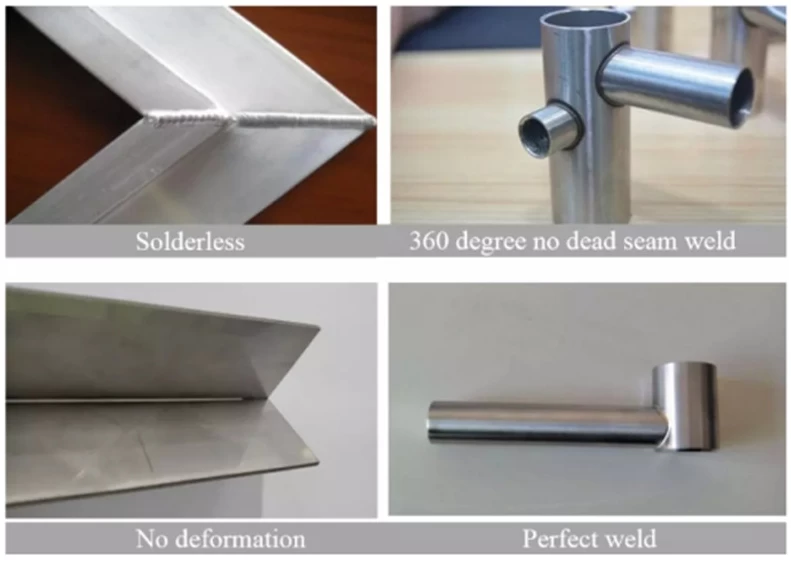
Области применения лазерной сварки
Лазерная сварка находит широкое применение в обрабатывающей промышленности, порошковой металлургии, автомобилестроении, электронной промышленности и других областях.