 Co., Ltd.")

















Avantages et difficultés de processus de soudage au laser pour la batterie d'alimentation
Dans le soudage de la batterie d'alimentation, les techniciens de processus de soudage sélectionneront les paramètres de processus laser et de soudage appropriés en fonction du matériau de la batterie, de la forme, de l'épaisseur, des exigences de la force de traction, etc., y compris la vitesse de soudage, la forme d'onde, la valeur de pointe, l'angle d'inclinaison de la tête de soudage, etc. . Pour définir un processus de soudage raisonnable des paramètres pour assurer l'effet de soudage final. Alors, quels avantages peuvent-ils soumettre au soudage au laser aux marchands? Quels problèmes difficiles devraient être accordés à l'attention pendant le fonctionnement?
Avantages du soudage au laser
1.La densité énergétique est élevée, l'entrée de chaleur est faible, la quantité de déformation thermique est faible, et la zone de fusion et la zone touchée par la chaleur sont étroites et profondes.
2. Taux de refroidissement 2.High, qui peut souder une structure de soudure fine et une bonne performance commune.
3.La couture de soudure est mince, la profondeur de pénétration est grande, la conicité est petite, la précision est élevée, l'aspect est lisse, plat et magnifique.
4. Non consommables, de petite taille, de traitement flexible, de faibles coûts de fonctionnement et de maintenance.
Le laser est transmis à la fibre optique et peut être utilisé conjointement avec un pipeline ou un robot. Par rapport au soudage au contact, le soudage au laser élimine la nécessité d'électrodes, de réduire les coûts de maintenance quotidienne et d'une efficacité de travail croissante.
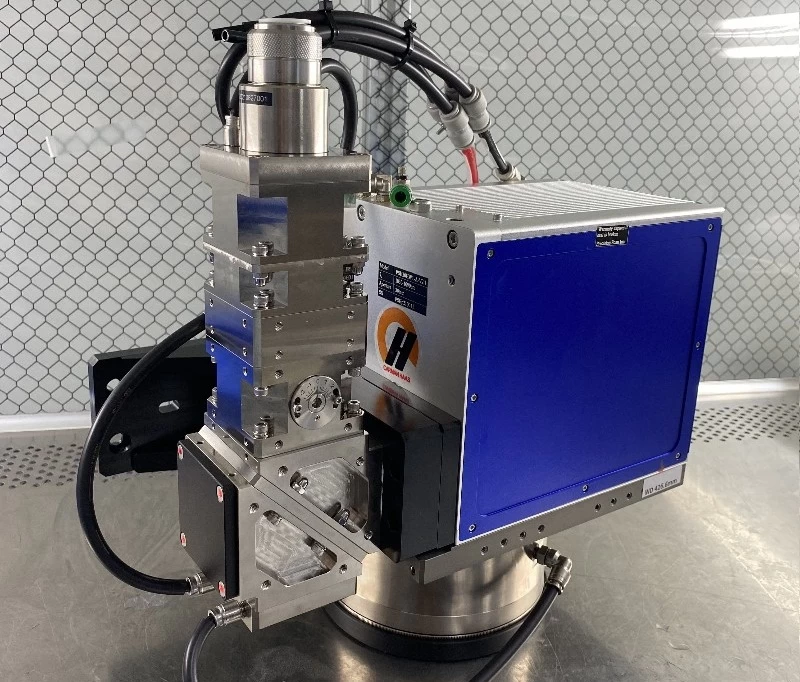
Soudage au laser Chine Carman Haas Laser Technology (Suzhou) Co, Ltd. Fourniture d'un système de soudage du scanner, il intègre des fonctions telles que la source laser, la tête de soudure de balayage, la commande de faisceau, le positionnement visuel, le système de sécurité, le système de refroidissement, l'obturateur, etc., a un degré élevé d'intégration.
Il peut fournir de soudage à haute résistance pour diverses combinaisons de matériaux, en particulier lorsque le soudage entre les matériaux de cuivre et les matériaux en aluminium est plus efficace.
Difficultés de processus de soudage au laser
La coche de batterie en alliage d'aluminium représente plus de 90% de la totalité de la batterie de puissance. La difficulté de soudage est que l'alliage d'aluminium a une réflectivité extrêmement élevée à la sensibilité au laser et à hautes pores pendant le soudage. Certains problèmes et défauts apparaîtront inévitablement lors de la soudure. Parmi eux, les plus importants sont des pores, des fissures chaudes et des explosions.
Il existe deux types principaux de pores dans le processus de soudage au laser d'alliage d'aluminium: pores d'hydrogène et pores causés par une bulle éclatant. Étant donné que le taux de refroidissement du soudage au laser est trop rapide, le problème des trous de gaz à hydrogène est plus grave et il y a plus de trous causés par l'effondrement de petits trous dans le soudage au laser.
L'alliage d'aluminium est un alliage d'eutectique typique. Les fissures chaudes sont sujettes à des fissures soudées lors de la soudure, y compris des fissures de cristallisation de soudure et des fissures HAA de liquéfaction. En raison de la ségrégation de composants dans la zone de soudure, la ségrégation eutectique se produira et la fusion des limites de grain se produira. Les fissures de liquéfaction sont formées aux limites des grains, réduisant ainsi la performance des joints soudés.
Il existe de nombreux facteurs qui causent des explosions, telles que la propreté du matériau, la pureté du matériau lui-même et les caractéristiques du matériau lui-même. Le facteur décisif est la stabilité du laser. PROTRUSIONS, PORES ET BULLES D'AIR INTERNE SUR LA SURFACE DE LA COTEUR. La principale raison est que le diamètre de la fibre du noyau est trop petit ou que l'énergie laser est trop élevée. L'utilisation de paramètres de processus appropriés est la solution fondamentale au problème.
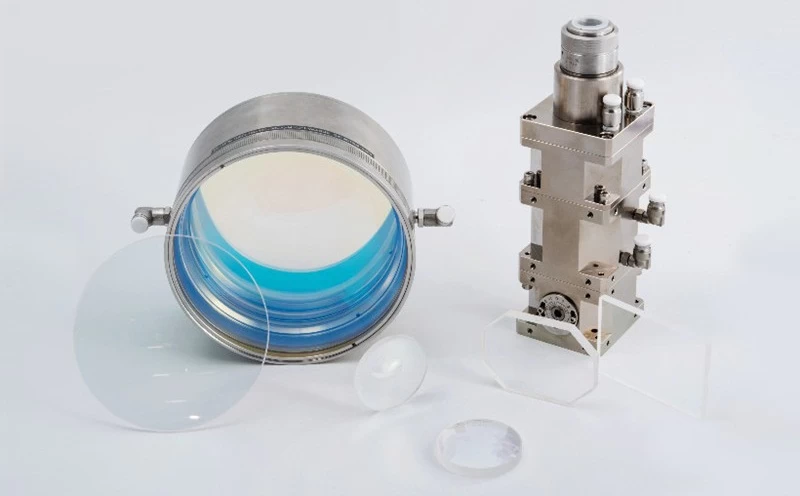
Carman Haas Laser Technology (Suzhou) Co, Ltd. fournir un système de soudage de scanner. Le système de contrôle spécialement conçu peut répondre aux besoins des clients dans différents domaines. Le système de contrôle est hautement intégré et équipé d'un système de sécurité spécial, ce qui rend plus sûr, plus pratique et fiable pour les clients à utiliser. Bienvenue à nous contacter Soudage F THeta Lentilles Factory Chine pour apprendre plus.