 Co., Ltd.")

















Vantaggi e difficoltà del processo di saldatura laser per la batteria di alimentazione
Nella saldatura della batteria di alimentazione, i tecnici del processo di saldatura selezionano i parametri di processo laser e di saldatura appropriati in base al materiale della batteria, alla forma, allo spessore, ai requisiti della forza di trazione, ecc., Compresa velocità di saldatura, forma d'onda, valore di picco, angolo di inclinazione della testa di saldatura, ecc. . Per impostare i parametri di processo di saldatura ragionevoli per garantire l'effetto di saldatura finale. Quindi, quali benefici possono portare la saldatura laser a mercanti? Quali problemi difficili dovrebbero essere prestati attenzione al funzionamento?
Vantaggi della saldatura laser
1. La densità di energia è alta, l'ingresso di calore è basso, la quantità di deformazione termica è piccola, e la zona di fusione e la zona interessata dal calore sono strette e profonde.
2. Alta velocità di raffreddamento, che può saldare la struttura di saldatura fine e una buona prestazione congiunta.
3. La cucitura della saldatura è sottile, la profondità di penetrazione è grande, il cono è piccolo, la precisione è alta, l'aspetto è liscio, piatto e bello.
4. Nessun consumabile, dimensioni ridotte, lavorazione flessibile, bassi costi operativi e di manutenzione.
Il laser viene trasmesso tramite fibre ottiche e può essere utilizzato in combinazione con una pipeline o un robot. Rispetto alla saldatura a contatto, la saldatura laser elimina la necessità di elettrodi, riducendo i costi di manutenzione giornaliere e aumentando notevolmente l'efficienza del lavoro.
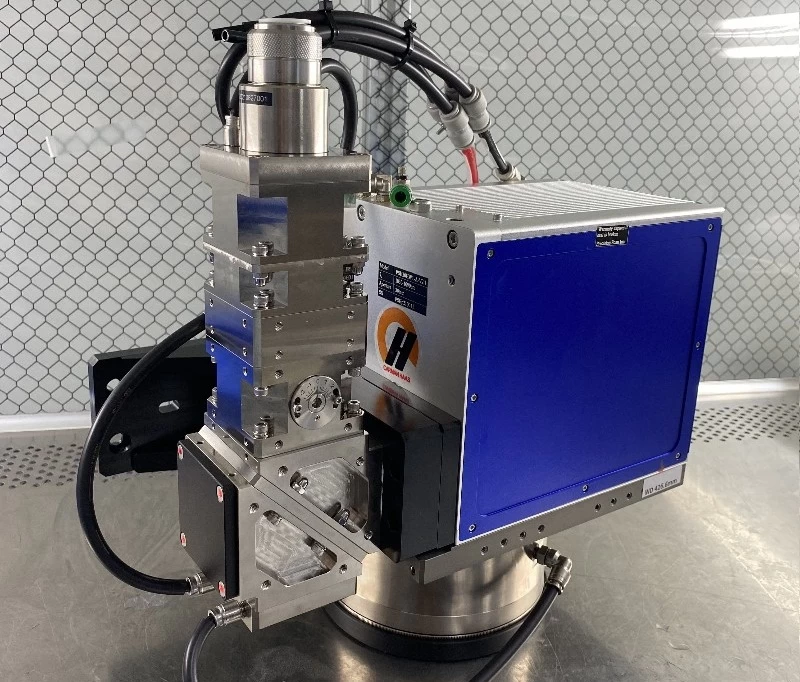
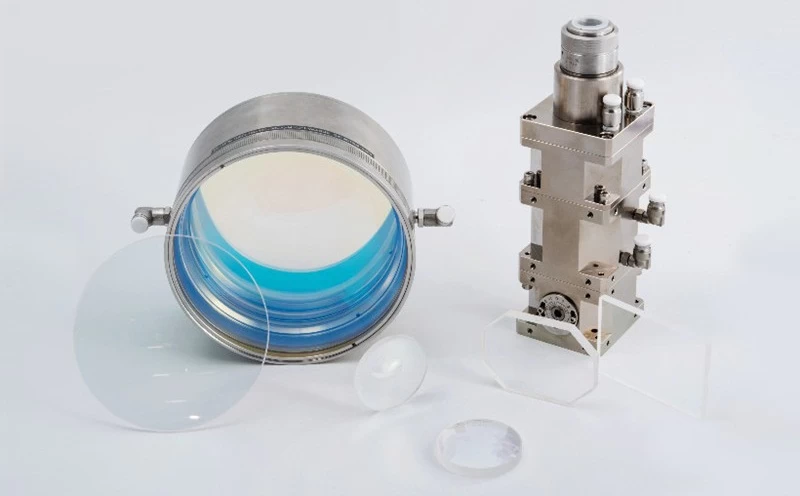
Suplatore per saldatura laser Cina Carman Haas Laser Technology (Suzhou) Co, Ltd. Fornire un sistema di saldatura dello scanner, integra funzioni come sorgente laser, testa di saldatura a scansione, controllo del fascio, posizionamento visivo, sistema di sicurezza, sistema di raffreddamento, otturatore, ecc., ha un alto grado di integrazione.
Può fornire saldatura ad alta resistenza per varie combinazioni materiali, specialmente quando la saldatura tra materiali in rame e materiali in alluminio è più efficace.
Difficoltà del processo di saldatura laser
Il guscio della batteria realizzato in materiale in lega di alluminio rappresenta oltre il 90% dell'intera batteria di accensione. La difficoltà di saldatura è che la lega di alluminio ha una riflettività estremamente elevata al laser e alla sensibilità al poro elevata durante la saldatura. Alcuni problemi e difetti appairanno inevitabilmente durante la saldatura. Tra questi, i più importanti sono pori, crack e esplosioni caldi.
Esistono due tipi principali di pori nel processo di saldatura laser di lega di alluminio: pori idrogeno e pori causati da bubble fristhers. Poiché il tasso di raffreddamento della saldatura laser è troppo veloce, il problema dei fori del gas di idrogeno è più serio, e ci sono più fori causati dal crollo dei piccoli fori nella saldatura laser.
Lega di alluminio è una tipica lega eutettica. Le fessure calde sono inclini a verificarsi durante la saldatura, comprese le crepe di cristallizzazione della saldatura e le fessure di liquefazione di Haz. A causa della segregazione dei componenti nella zona di saldatura, si verificherà la segregazione eutettica e si verificherà la fusione dei confini del grano. Le fessure di liquefazione sono formate ai confini del grano, riducendo le prestazioni delle articolazioni saldate.
Ci sono molti fattori che causano esplosioni, come la pulizia del materiale, la purezza del materiale stesso e le caratteristiche del materiale stesso. Il fattore decisivo è la stabilità del laser. Purtrusa, pori e bolle d'aria interne sulla superficie della guscio. La ragione principale è che il diametro del nucleo della fibra è troppo piccolo o l'energia laser è impostata troppo alta. L'uso di parametri di processo appropriati è la soluzione fondamentale del problema.
Carman Haas Laser Technology (Suzhou) Co, Ltd. Fornire un sistema di saldatura dello scanner. Il sistema di controllo appositamente progettato può soddisfare le esigenze dei clienti in diversi campi. Il sistema di controllo è altamente integrato e dotato di un sistema di sicurezza speciale, rendendolo più sicuro, più conveniente e affidabile per i clienti da utilizzare. Benvenuti a contattarci Lenti di saldatura F Theta Factory Cina per saperne di più.